When a consumer electronics manufacturer came to us looking for a single-piece solution to illuminate the control panel of a home appliance, they brought with them a complex challenge: how do you achieve multiple distinct, uniform lighting zones in a single compact assembly without any light leakage between them?
This became the starting point for a new manufacturing capability that we’ve since brought to other programs across industries. If you’re searching for a single-piece solution to what typically requires excessive labor and multiple components, keep reading!
The Challenge: Uniform, Isolated Illumination Across a Multi-Zone Panel
The customer’s goal was straightforward in concept but technically demanding in execution: create a control panel with multiple independently illuminated button zones, each delivering clean, consistent light without bleeding into adjacent areas.
Conventional approaches to this type of multi-zone illumination rely on layered assemblies with foams, cutouts, and separators stacked together to isolate each lighting region. These assemblies work, but they add parts, labor, and cost. The customer was looking for something more elegant and streamlined.
They came to us because of our light guide expertise. Their previous panel relied solely on LEDs with no light guides, which left them without the uniformity and depth that guided illumination can provide. They wanted to explore what light guides could unlock.
The primary constraint was cost. This was a consumer product, and the production costs had to work at scale. Any solution we proposed needed to be manufacturable within tight cost targets.
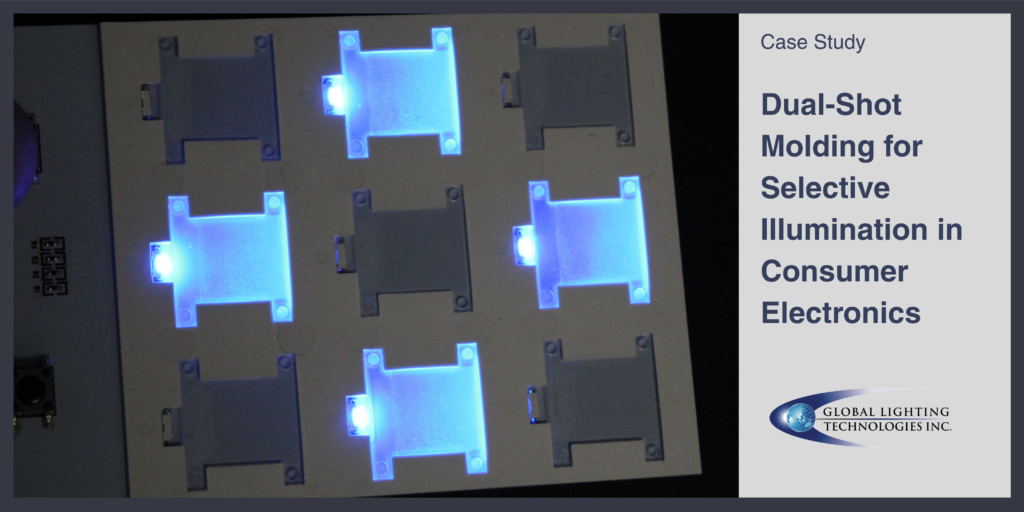
The Solution: Dual-Shot Molding: Two Materials, One Part, Zero Light Leakage
To meet this challenge, we undertook an R&D effort to develop dual-shot molding with light guides, a process that was new to us at the time.
Dual-shot molding involves sequentially injecting two different materials into the same mold. In this application, we first injection molded the optically clear light guides, then encapsulated them with an opaque material in the same production step. The result is a single integrated part that inherently separates illuminated zones without foam, cutouts, or secondary assembly.
This approach addresses the light leakage problem at the material level. The opaque barrier is not added on top of the light guide after the fact; it’s formed around it during molding. The two materials become one part, and isolation between lighting zones is structurally built in.
Our R&D, engineering, and optical teams collaborated throughout the process. We used mold flow simulation software to model how materials would behave during injection. This was a critical step when one of those materials is optically clear and especially sensitive to processing conditions. Optical simulation software was used in parallel to validate light guide geometry and predict illumination performance before any tooling was cut.
The Approach: Learning Through Doing
Because dual-shot molding with light guides was a first for us, we approached this project as much as a capability-building effort as a customer engagement. We took on the tooling development and the associated risks ourselves, treating it as an internal R&D investment rather than passing that uncertainty to the customer.
A dedicated project engineer served as the single point of contact between the customer and our internal teams to manage communications, track design progress, and keep delivery aligned with expectations. This is standard practice for us on complex programs, and it keeps projects moving without the coordination gaps that can slow down cross-functional work.
Dual-shot molding requires precise control over how two materials flow together, and with an optically clear component, any processing inconsistency—air pockets, flow marks, material bleed—can affect both appearance and optical performance. We ran multiple Design of Experiments (DOEs) to characterize the process and develop manufacturing standards that could meet our optical and cosmetic quality specifications.
Ultimately, the customer chose a different, non-illuminated solution. We respected that fully. However, for us, the work didn’t stop there.
The Impact: A New Capability with Reach Beyond One Program
The dual-shot R&D effort we launched for this customer became a foundational investment for us. The process standards, tooling knowledge, and optical design frameworks we developed have since been applied to other programs, including medical device applications where selective illumination is equally critical.
For customers evaluating this technology today, we encourage you to consider how dual-shot molding can consolidate a multi-component lighting assembly into a single molded part. Depending on the design’s complexity, the upfront tooling investment can be more than offset by reductions in assembly labor, part count, and supply chain complexity over the life of a program.
Cosmetic quality and optical uniformity are also meaningfully improved. By eliminating the stacking of foam and cutout layers, you remove a major source of variation in how light appears at the surface. The result is a panel that looks more refined, something that matters in consumer products where appearance directly influences perceived quality.
For the customer who initiated this project, we became a development partner, not just a supplier. We work this way by design. When customers bring us challenges without obvious solutions, we’re willing to invest in exploring those problems alongside them, provided the potential outcome serves both parties. That’s the kind of engagement that builds trust and, over time, creates capabilities that benefit the broader market.
Lessons for the Industry: What Product Teams Should Know
A few things stood out from this project that apply broadly to teams evaluating custom illumination solutions:
- Appearance is part of the specification. In consumer electronics, how an illuminated panel looks is as important as how it functions. Dual-shot molding requires early investment in process control to ensure cosmetic standards are met. Material bleed and surface inconsistencies must be designed out before production, not corrected after.
- Upfront simulation saves downstream cost. Using both mold flow and optical simulation software before tooling allowed us to anticipate problems and make design decisions early. That investment in engineering time pays back many times over compared to discovering issues during tooling or prototyping.
- Not every project ends in production, and that’s okay. This engagement didn’t result in a production program for this customer, but it created lasting value for our team and the customers who followed. A willingness to develop new capabilities, even when the immediate business case is uncertain, is what keeps a supplier relevant over time.
- LEDs are everywhere, but light guides add the difference. Customers across consumer electronics, medical, and industrial markets are increasingly interested in incorporating illumination into their products.
Explore Selective Illumination with GLT
If your team is working through a multi-zone illumination challenge, whether for a consumer product, medical device, or industrial application, we’d welcome the conversation. Dual-shot molding is one tool in a broader set of capabilities we’ve built to solve problems that conventional lighting assemblies can’t address. Reach out here to start the discussion.